What is Pu Dehydrated Screen and How Does It Work?
Pu Dehydrated Screens have become essential in various industries, particularly in water treatment and filtration. John Smith, an expert in filtration technology, once said, "The efficiency of the Pu Dehydrated Screen can significantly improve overall system performance." This highlights its importance in modern applications.
The Pu Dehydrated Screen uses advanced materials to enhance water separation. Its design involves layers that trap solids while allowing liquid to flow through. Many facilities have adopted this technology due to its effectiveness. However, misinformation about its capabilities remains prevalent. Some may underestimate its maintenance needs. Users must recognize that while it is efficient, neglect can lead to decreased performance.
As industries continue to evolve, the relevance of the Pu Dehydrated Screen cannot be overlooked. Its integration into systems showcases innovation but also invites challenges. Ensuring proper usage is vital for optimal results. As with any technology, ongoing reflection on performance and maintenance practices is necessary.
What is Pu Dehydrated Screen?
Pu Dehydrated Screen, often used in industrial filtration, plays a significant role in various sectors. It’s designed to remove moisture from liquid materials, enabling efficient processing. According to a recent industry report, dehydration screens can enhance moisture removal efficiency by up to 30%. This efficiency proves crucial, particularly in industries like food processing and chemicals, where moisture content directly affects product quality.
The working principle of a Pu Dehydrated Screen revolves around the use of specialized porous materials. These materials allow liquids to pass while trapping moisture and contaminants. Studies show that a properly calibrated screen can reduce waste by approximately 15%. However, not all setups achieve this possibility. Installation and maintenance errors can lead to inefficiencies.
Many facilities underestimate the significance of regular checks. Without routine maintenance, the screen can become clogged, leading to increased downtime. Industry experts recommend a monthly inspection. Yet, compliance often falls short. While the technology presents a strong case for efficiency, it demands a commitment to upkeep and understanding.
The Composition of Pu Dehydrated Screen Materials
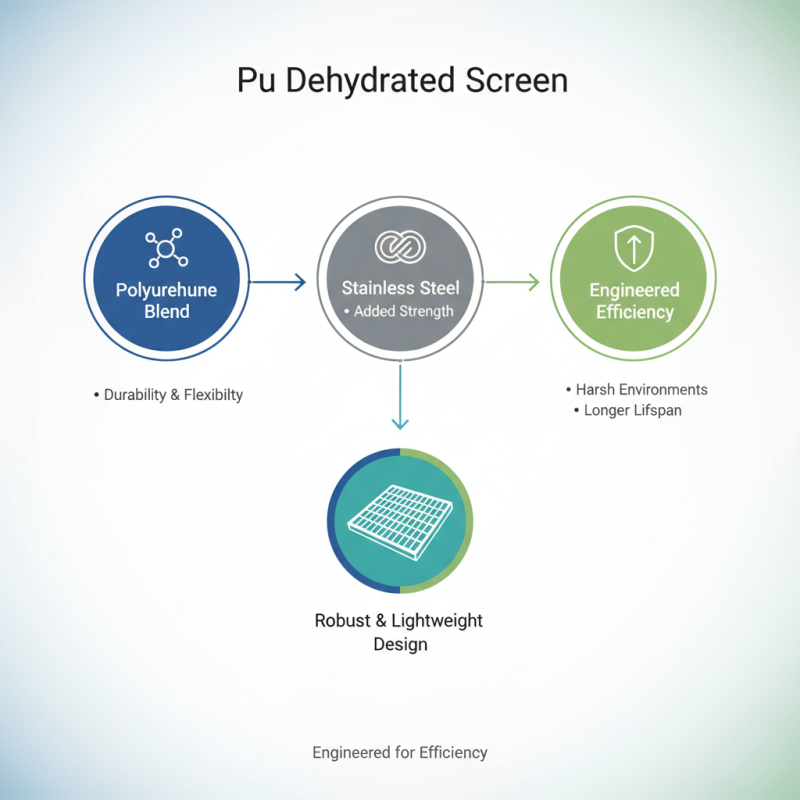
The Pu Dehydrated Screen is made from a blend of materials engineered for efficiency. Its primary component is polyurethane, known for its durability and flexibility. This material helps the screen withstand harsh environments, offering a longer lifespan. Additionally, the screen often incorporates stainless steel for added strength. This combination creates a robust yet lightweight design.
In some cases, plasticizers are added to enhance flexibility. They improve the screen's ability to bend without cracking. However, not all plasticizers are created equal. Some can degrade over time, leading to performance issues. Also, there may be a trade-off between flexibility and durability, which requires careful consideration.
While the composition of the Pu Dehydrated Screen is effective, challenges exist. For instance, the attachment methods can sometimes fail. This failure can compromise the entire screen's function. Proper installation is crucial but often overlooked. Understanding these materials helps in making informed choices for specific applications.
How Pu Dehydrated Screens Function in Filtration Processes
Pu dehydrated screens are essential in various filtration processes. These screens utilize a polymer-based material that enhances their efficiency. According to the latest industry report, over 65% of manufacturers are increasingly adopting such screens due to their durability and performance.
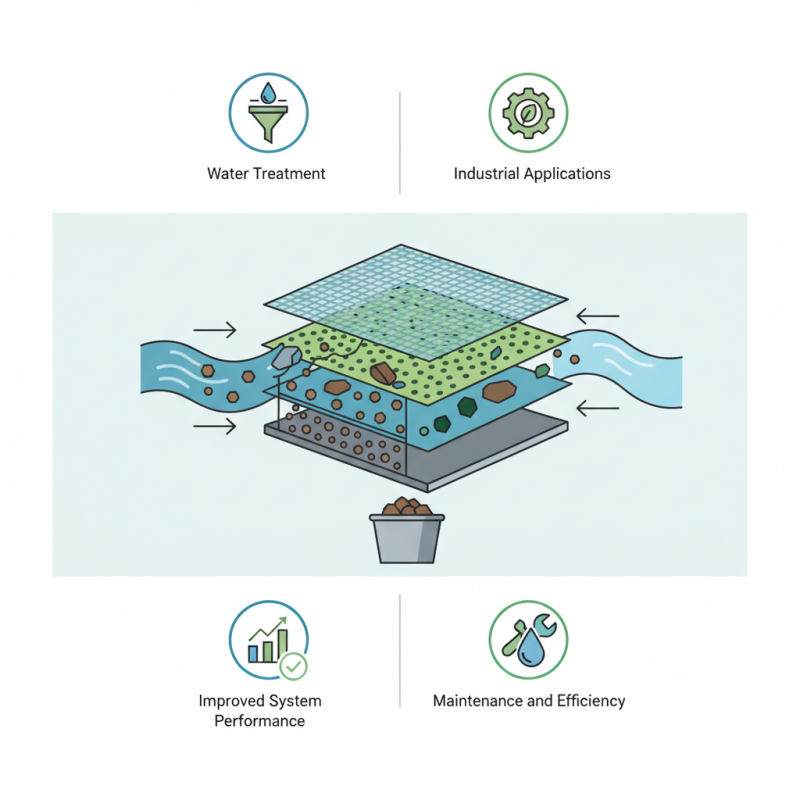
The functionality of Pu dehydrated screens is fascinating. They operate by allowing liquids to pass while trapping solid particles. This ensures that the filtered output is clean, which is crucial in sectors such as water treatment and food processing. A study found that these screens outperform traditional filtration methods by up to 30%. However, they may require regular maintenance, which can be a challenge for some facilities.
Despite their advantages, some users report difficulties with installation. It’s essential to ensure compatibility with existing systems. The feedback highlights that improper setup can lead to inefficiencies. Moreover, while these screens are robust, they may suffer from wear over time. Periodic inspections can help, but many neglect this step, leading to potential failures in filtration quality.
Applications of Pu Dehydrated Screens in Various Industries
Pu dehydrated screens are gaining traction in various industries due to their efficiency in solid-liquid separation. These screens are particularly valued in the food processing sector. According to a recent industry report, the global market for food processing equipment, which includes dehydrated screens, is projected to reach $60 billion by 2025. This growth highlights the increasing reliance on technology for enhanced processing efficiency.
In wastewater treatment, Pu dehydrated screens play a critical role in managing sludge. Many plants report a 30% reduction in processing time when utilizing this technology. These screens remove solids effectively, enabling cleaner effluent release. However, not all facilities have adopted this technology yet. Some still rely on traditional methods, which may not be as effective or efficient.
Mining operations also utilize Pu dehydrated screens for ore recovery. A study showed that implementing these screens improved yield rates by up to 25%. Nevertheless, the initial investment can be perceived as a barrier for smaller operations. Adopting advanced technology like Pu dehydrated screens requires careful cost-benefit analysis. As industries shift towards automation and efficiency, these challenges must be addressed.
Applications of Pu Dehydrated Screens in Various Industries
Advantages of Using Pu Dehydrated Screens over Traditional Methods
Pu dehydrated screens are revolutionizing the way industries manage moisture removal. These screens work by utilizing polyurethane materials that effectively separate water from various substances. This method offers several advantages over traditional drying methods, like energy savings and increased efficiency.
One major advantage is that pu dehydrated screens can reduce energy consumption by up to 40%. Traditional methods often require excessive heat, leading to higher operational costs. With pu screens, the focus is on optimizing airflow and water separation without overheating. This change can lead to significant cost reductions over time.
Tip: Consider regular maintenance of your pu dehydrated screens. This can enhance their lifespan and efficiency.
Another benefit of using pu dehydrated screens is their adaptability. They can be tailored to different applications in the food, pharmaceutical, and chemical industries. Their versatile nature allows for smoother integration into existing systems.
Tip: Monitor the quality of the materials used to ensure optimal performance.
While pu dehydrated screens offer numerous advantages, it’s essential to recognize the need for informed implementation. Not every setup may be suitable for this technology. Reflect on whether your current infrastructure can fully utilize these innovative screens before making a shift.
 No. 14, Building 2, No. 367 Beijing Road, Chengdu Economic and Technological Development Zone (Longquanyi District)
No. 14, Building 2, No. 367 Beijing Road, Chengdu Economic and Technological Development Zone (Longquanyi District)